In power transmission systems and industrial production lines, hydraulic hoses serve as the vital conduits for fluid transport. A loose connection or an improperly crimped fitting can lead to oil leaks, pressure drops, or even catastrophic hose bursts, ultimately bringing the entire system to a halt. Fully understanding the critical importance of safety and precision, Vina Hydraulic Equipment Holding Stock Company (VHE) implements a professional hose crimping process that meets the most stringent industry standards.
Join thuyluc.vn to explore the comprehensive 9-step hydraulic hose assembly process at the VHE workshop!
Detailed 9-step hydraulic hose assembly process at VHE
To deliver a flawless final product capable of withstanding high pressures and operating reliably in harsh environments (such as manufacturing plants, shipyards, and mining sites), every hose assembly at VHE must undergo the following rigorous quality control process:
Step 1: Selecting the appropriate hose and fittings
This foundational step is critical to the performance of the final assembly. Based on technical drawings or specific requirements, VHE's specialists will consult and select the optimal hydraulic hose (e.g., 1SN, 2SN, 4SP, 4SH) with the appropriate pressure rating, temperature tolerance, fluid compatibility, and operational characteristics. We also match the ferrules and fittings—Metric, BSP, JIC, Flange, or DIN—to ensure they work in the machinery's operating environment.

Step 2: Cutting the hose to the requested length
Every process begins with the customer's technical drawings or specifications. VHE's technicians will take precise measurements and use a cutting machine to cut the hose exactly to the designated length.

Step 3: Sorting hoses by specifications
For large-scale orders or full-plant piping installation projects, the volume and variety of hoses are substantial. After cutting, the hoses are carefully sorted based on:
- Inner Diameter (ID).
- Number of steel wire reinforcement layers / Hose grade (1SN, 2SN, 4SP, 4SH, etc.).
- Working pressure requirements. This clear classification prevents technicians from mixing up materials during subsequent processing stages, thereby optimizing production time.

Step 4: Hose Skiving
For high-pressure hoses (incorporating 4 or more steel wire layers) or when specific fitting requirements apply, skiving is mandatory.
Procedure: The hose end is inserted into a specialized skiving machine to strip away the outer protective rubber cover (and occasionally the inner rubber layer) until the steel wire reinforcement is fully exposed.
Purpose: This allows the teeth of the ferrule to bite directly into and securely grip the steel reinforcement. It completely prevents fitting blow-off when the hydraulic pump operates at maximum pressure.

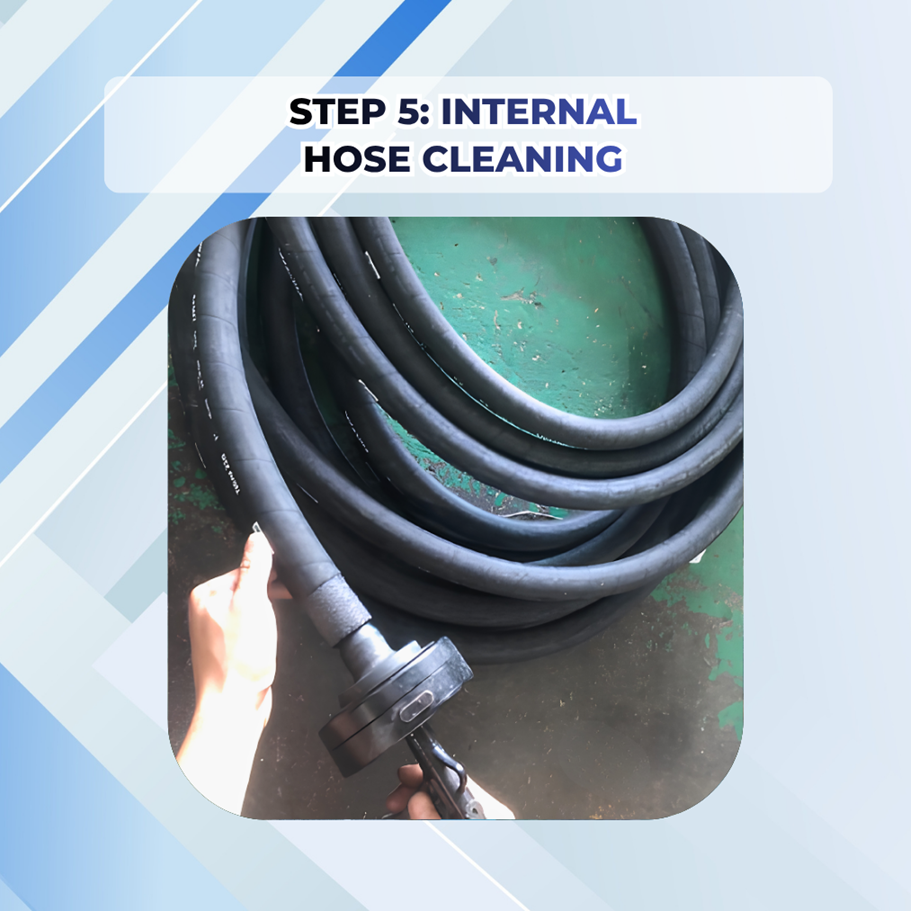
Step 5: Internal Hose Cleaning
During the cutting and skiving processes, rubber dust and metal shavings can easily fall into the hose bore. At VHE, we use dry compressed air blown through the hose to flush out all debris. This is a crucial step to protect the customer's expensive hydraulic pumps and valves from becoming jammed or scratched by contaminants.
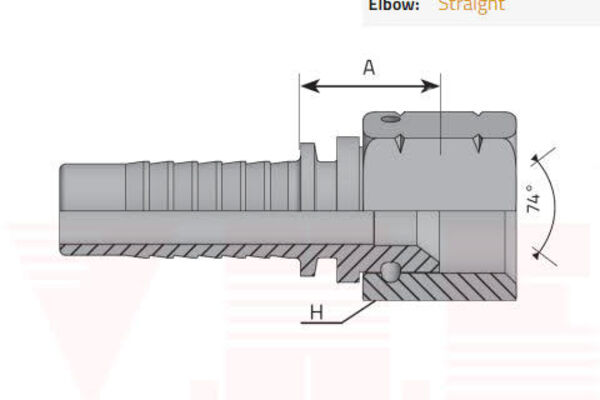
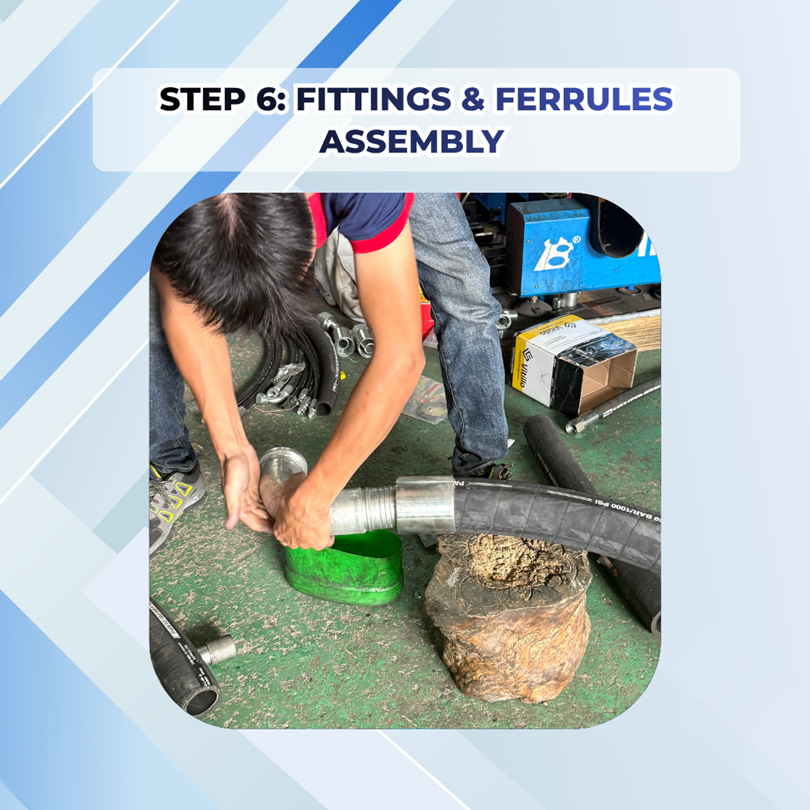
Step 6: Fittings & Ferrules Assembly
This is the stage where the final product takes shape. Technicians accurately select the appropriate ferrule and hydraulic fitting (Metric, BSP, JIC threads, flanges, etc.) that are fully compatible with the hose specifications.
- First, the ferrule is slipped over the hose end.
- Next, the fitting is fully inserted deep into the hose bore until it bottoms out at the groove. The precise alignment between the components and the hose ensures zero gaps, laying the foundation for a perfect crimp.
Step 7: Hose Crimping
This is the core stage that demands technical expertise and state-of-the-art machinery.
- The assembled hose, now fitted with its ferrule and fitting, is inserted into VHE’s heavy-duty hydraulic crimping machine.
- Our technicians consult standard specification charts to set the precise crimp diameter on the machine.
- The die system compresses the ferrule evenly from all directions, reducing its shell diameter and tightly locking the steel wire reinforcement into the grooves of the fitting. This process creates an ultra-solid, completely leak-proof joint.

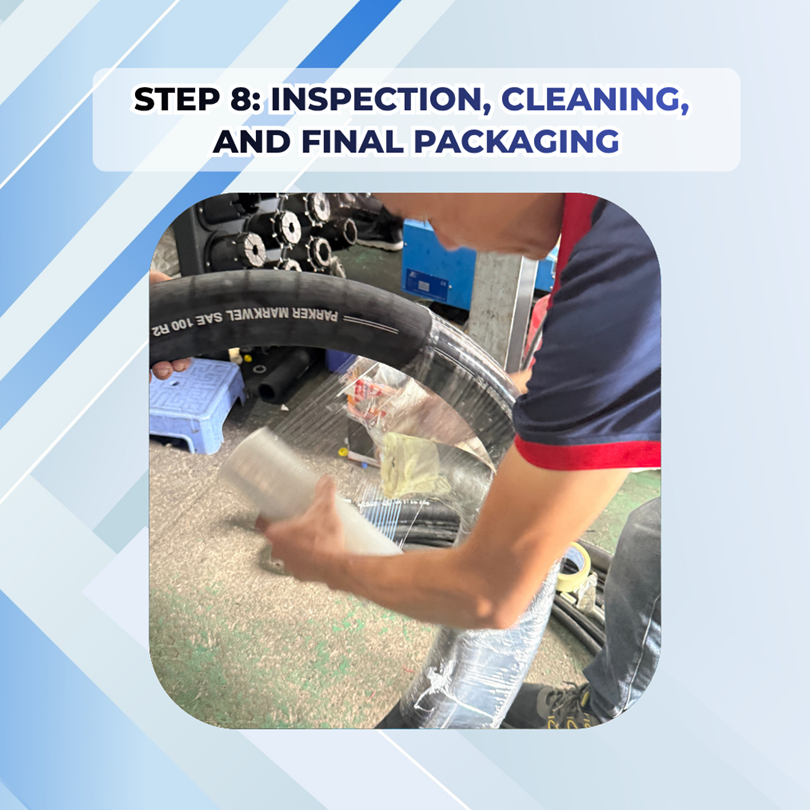
Step 8: Inspection, Cleaning, and Final Packaging
At VHE, a newly crimped hose is not immediately ready for delivery. The Quality Control (QC) and finishing procedures are carried out meticulously:
Measurement: A calliper is used to verify the outer diameter of the ferrule post-crimping, ensuring it strictly adheres to the permitted technical tolerances.
Packaging: Protective plastic caps are installed on the threaded ends to prevent impact damage during transit (upon customer request). Afterwards, the products are labelled, shrink-wrapped, and carefully packed for direct handover or dispatch via freight carriers to the customer.
Step 9 (Upon Request): Pressure Testing
For critical systems or under stringent requirements from project owners, VHE provides hydrostatic pressure testing services. The crimped hose is connected to a testing rig and pressurized beyond its normal working capacity. If the pressure gauge detects no pressure drop or leakage, the assembly is officially granted a factory test certificate by VHE (actual videos and photos of the pressure test can be provided upon request).

Reputable Hydraulic Hose Crimping Services – Contact VHE Today
Strict adherence to the 9 steps outlined above stands as a testament to the quality commitment of Vina Hydraulic Equipment Joint Stock Company (VHE). Equipped with modern cutting, skiving, and crimping machinery, along with an extensive inventory of hoses and fittings, we are confident in fulfilling all assembly requirements—ranging from manufacturing plants and heavy machinery fleets to large-tonnage vessels.
Partners and Customers in need of hydraulic hose assembly services are welcome to contact VHE directly via our website thuyluc.vn for technical consultation and rapid quotations!
- Hotline: 0903 067 588
- Email: [email protected]